






Mūsų dvigubų sienelių gofruotų vamzdžių mašina gali būti naudojama įvairiems tikslams.Jis gali pagaminti vienos sienelės gofruotus vamzdžius, dvisienius gofruotus vamzdžius, dvisienius perforuotus gofruotus vamzdžius, tunelinius antikristalizacinius vandens nutekėjimo vamzdžius, vidaus apdailos gryno oro kanalus ir bambukinius vamzdžius.Galime pakeisti formą.Tiesiog puikiai
Gryno oro kanalas, PE specialus gofruotas vamzdis oro keitimui, vėjo dėžė, vėdinimo žarna, atraminis ventiliacijos vamzdis
Gryno oro sistema gofruotas vamzdis 75/110PE vamzdis dvisienis plastikinis vamzdis šviežio oro kanalas oro kondicionavimo vėdinimo žarna
Gryno oro sistema dvisluoksnis gofruotas vamzdis šviežio oro kanalas PE vamzdis 75, 110, 160

PE vamzdis 75 oro kanalo išmetimo žarna PE vamzdis šviežio oro sistemos dviguba gofruota žarna
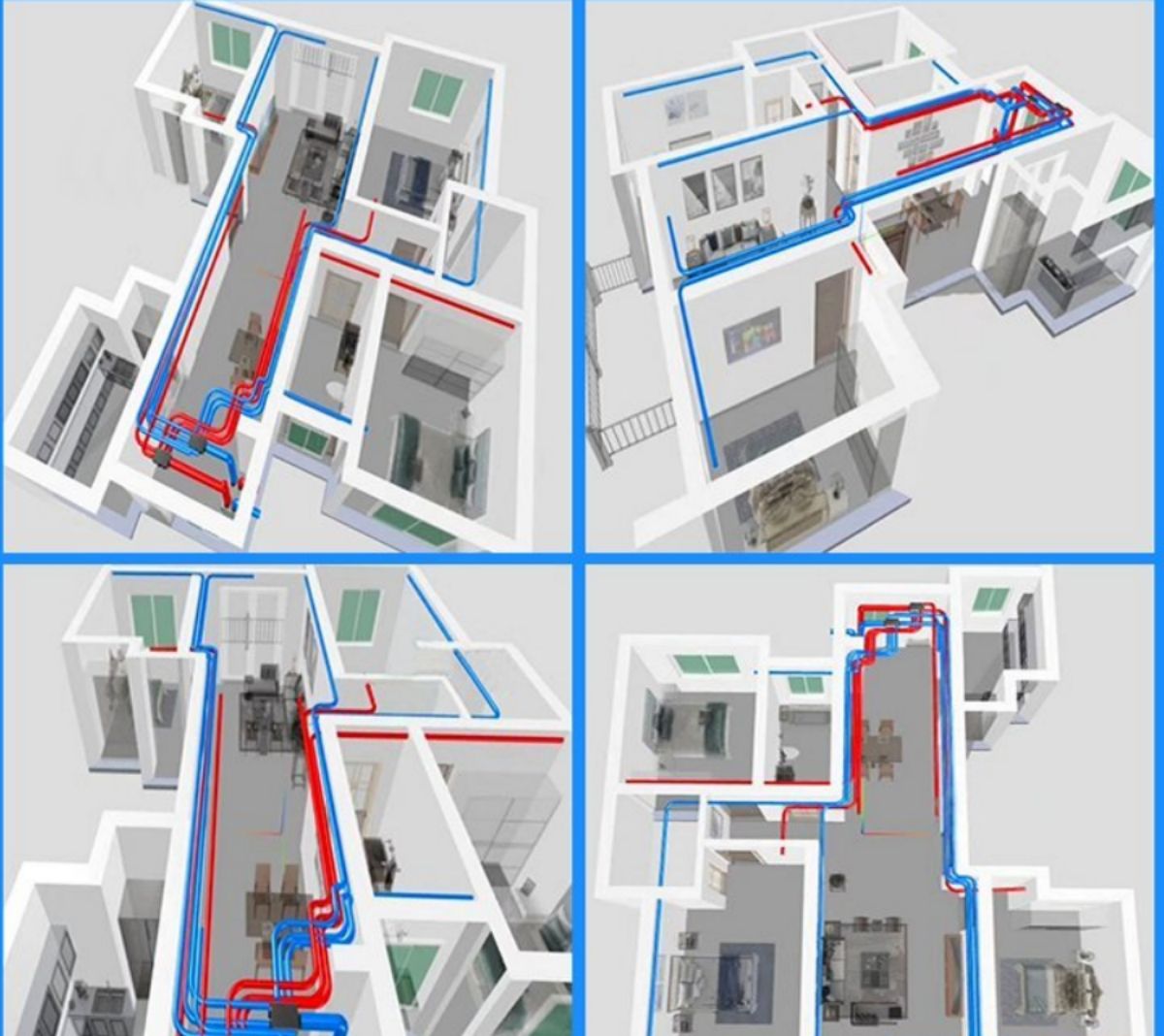
Gryno oro sistema pagrįsta specialia įranga, esančia vienoje uždaros patalpos pusėje, kad būtų siunčiamas šviežias oras į patalpą, o vėliau per specialią įrangą iš kitos pusės išleidžiamas į lauką.Patalpose bus suformuotas „gryno oro/srauto laukas“, kuris patenkins patalpų gryno oro poreikius.Įgyvendinimo planas yra naudoti didelio vėjo slėgio ir didelio srauto ventiliatorius, pasikliauti mašinomis, tiekiančiomis orą iš vienos pusės į patalpą, ir naudoti specialiai sukurtą ištraukiamąjį ventiliatorių, kad iš kitos pusės jis būtų išleidžiamas į išorę, kad susidarytų oras. gryno oro / srauto laukas sistemoje.Tiekiant orą, į patalpą patenkantis oras filtruojamas, prisotinamas deguonimi ir pašildomas (žiemą).

Naują ortakių įrangą sudaro: išorinė sienelė + vidinė sienelė + mašinos galvutė + forma + formavimo mašina + vyniojimo mašina
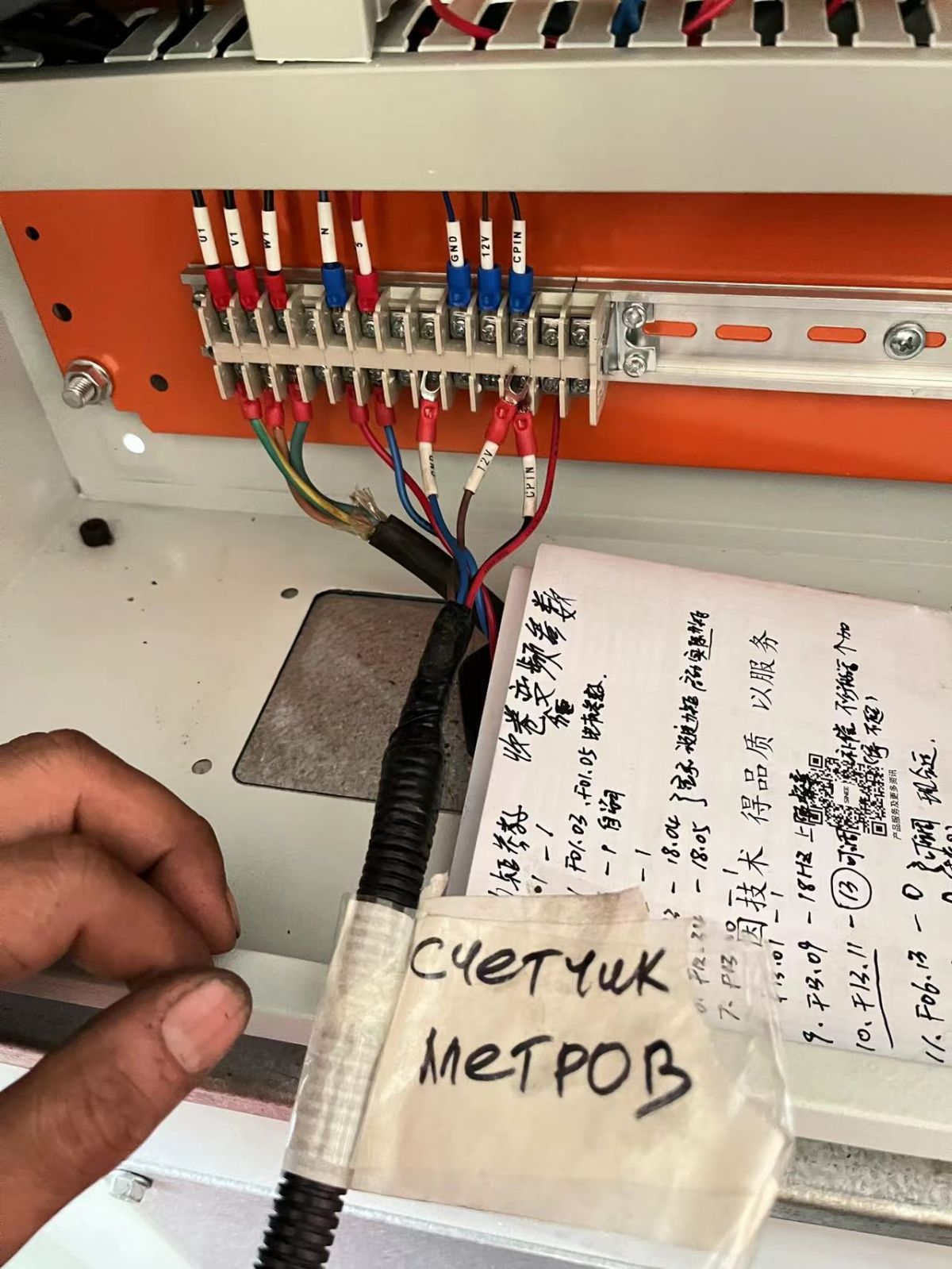
Klientams rekomenduojama atlikti bendrą įžeminimą ir nutiesti 6 metrų varinį laidą, kad būtų galima sujungti visas mašinas ir jas įžeminti vienu metu.Formavimo staklės ir vyniojimo mašinos yra 380 V.Bendra instaliuota galia – 65 kilovatai, o tikroji produkcija – 25 kilovatai (25 kilovatvalandės).
Rekomenduojama, kad atstumas tarp formavimo mašinos ir vyniojimo mašinos būtų 6 metrai
Atstumas nuo išorinės sienelės pagrindo iki liejimo mašinos yra 825 mm, o nuo vidinės sienelės pagrindo iki formavimo mašinos yra 785 mm.
Kai sugalvojome vienos sienelės gofruotą vamzdį, tiesiog išjungėme vidinės sienos ekstruderį.
Taip pat galite pridėti vielos tiektuvą plieninei vielai, kad pagamintumėte gofruotą vamzdį maitinimo laidams.Geležinės vielos skylė turi būti išgręžta į formą.Geležinės vielos skersmuo neturi viršyti 1,0 mm.Naudojamą vandens striukę taip pat reikėtų pakeisti į tuščiavidurę dvisluoksnę.


Ekstruderis kaitinamas iki 200-220 laipsnių 1,5-2 valandas, priklausomai nuo medžiagos rūšies.Keturios ir penkios mašinos galvutės sritys yra atsarginės.Temperatūrai pasiekus temperatūrą, pagrindinei formai ir liejimo mašinai radus pusiausvyrą, staklių rėmo lygis yra Kad įsitikintumėte, jog jis tikslus, padėkite lygį ant formos, kad ją išlygintumėte.Išlyginę, būtinai priveržkite 12 varžtų kairėje ir dešinėje formos pusėse.Jei jis nebus išlygintas, medžiaga neišeis, o mašinos galvutė trinsis į pelėsį.Formavimo mašinoje yra aukštyn, žemyn, kairysis ir dešinysis reguliavimo varžtai.
Išlygindami turite įsitikinti, kad tiksliausia būtų išstumti šiek tiek medžiagos po išankstinio pašildymo ir tada rasti balansą.
Sureguliuokite išorinės sienelės įlinkį ir naudokite didelių varžtų apskritimą ant mašinos galvutės šildymo diržo.Kuri išorinės sienelės pusė storesnė, kuri griežtesnė, kuri laisvesnė;sureguliuokite vidinės sienelės įlinkį, tada ant štampai yra 4 maži varžteliai, kuri pusė Kuri pusė plonesnė?Vidinė ir išorinė siena yra priešingos.

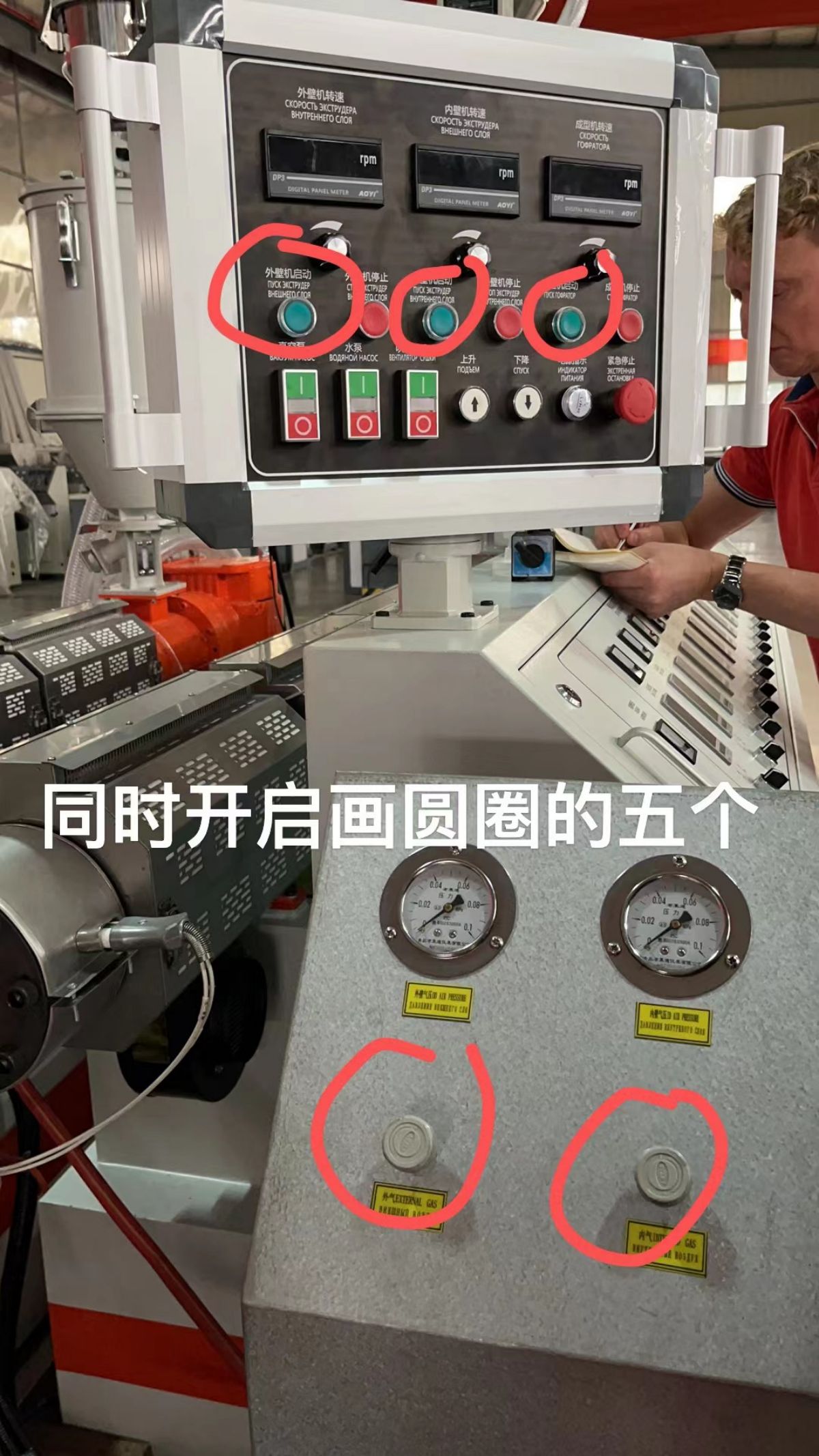
Paleiskite tris žalius mygtukus (išorinę sieną, vidinę sienelę ir liejimo mašiną ant konsolės dėžutės).Išorinės sienelės mašinos greitis prasideda nuo 272 - normalus veikimas yra 290 RPM, vidinės sienos mašinos greitis yra 265 - normalus darbas yra 214 RPM, formavimo mašinos greitis yra 614 RPM, o formavimo mašinos greitis paspartinamas vėlesnės gamybos metu.704 RPM, pagrindinio kompiuterio srovė rodo 16A, todėl sienelės storis yra plonesnis.Darant naują ortakį vidinė sienelė neturi būti per stora, kitaip vidinė sienelė nebus gerai išlinkusi.

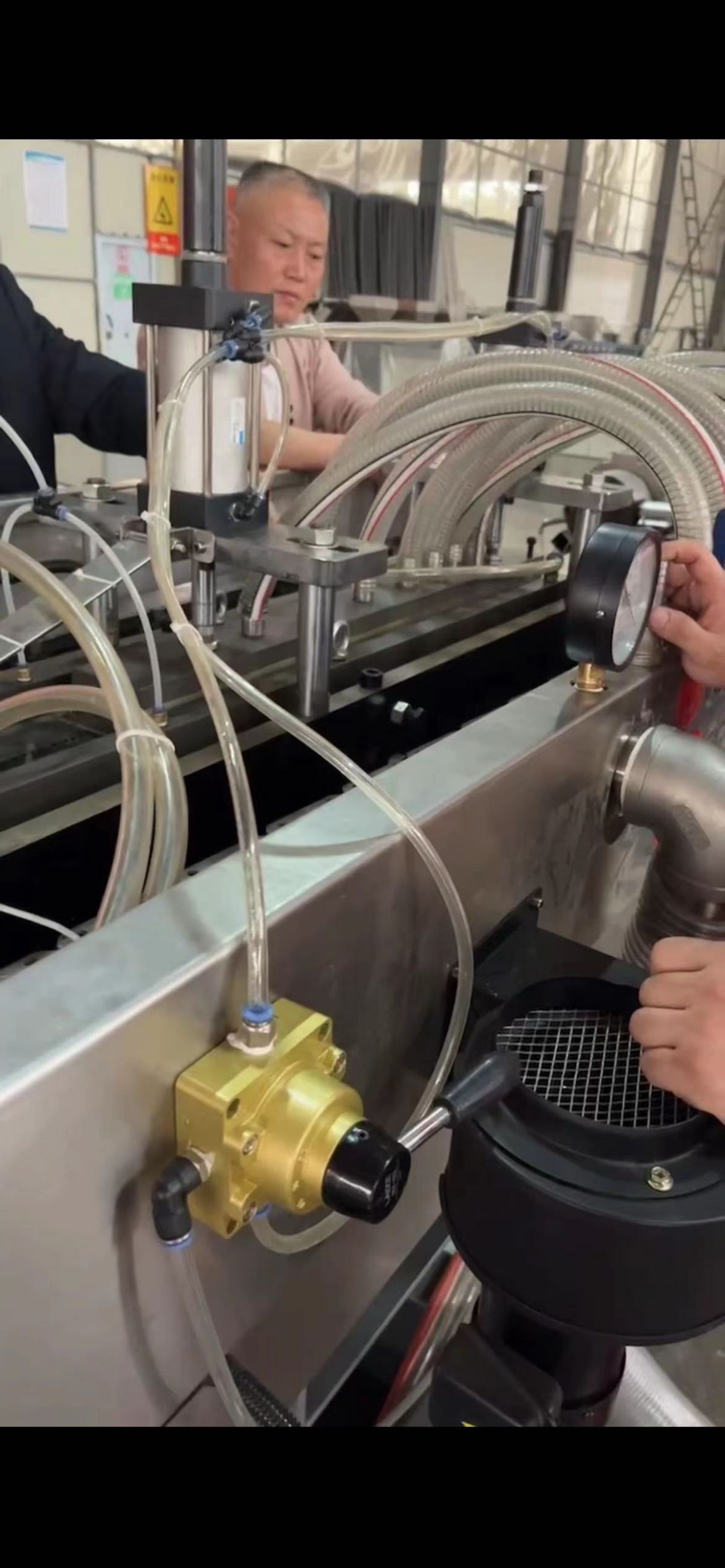
Vienu metu įjungiant oro slėgį ant vidinės ir išorinės sienos, rekomenduojamas vidinis slėgis tarp 0,02-0,04, o išorinis - panašus.Raskite pusiausvyros tašką.Oro siurblio vamzdis turi būti storesnis, kad būtų užtikrintas stabilus oro slėgis.Vidiniai ir išoriniai oro slėgio matuokliai turi būti stabilūs ir negali svyruoti., kitaip tai paveiks bangų keterą.Kai išorinė sienelė plona, vakuuminės sistemos naudoti nereikia.
15kW oro kompresorius gali tiekti 4 linijas.Rekomenduojama naudoti 40 mm skersmens oro vamzdį, 0,5-0,6 MPA.Vidinės sienos slėgis yra didesnis už išorinės sienos slėgį, o vidinis oras yra didesnis nei išorinis, nes vidinėje sienoje yra R kampas.Paleidimo metu patikrinkite darbinę srovę.Inverteris įjungiamas ir rodoma srovė, 50% 7042 ir 50% 5502, vidinė sienelė 5 kg, išorinė 12 kg, o išorinė siena 2–3 kartus didesnė už vidinę.
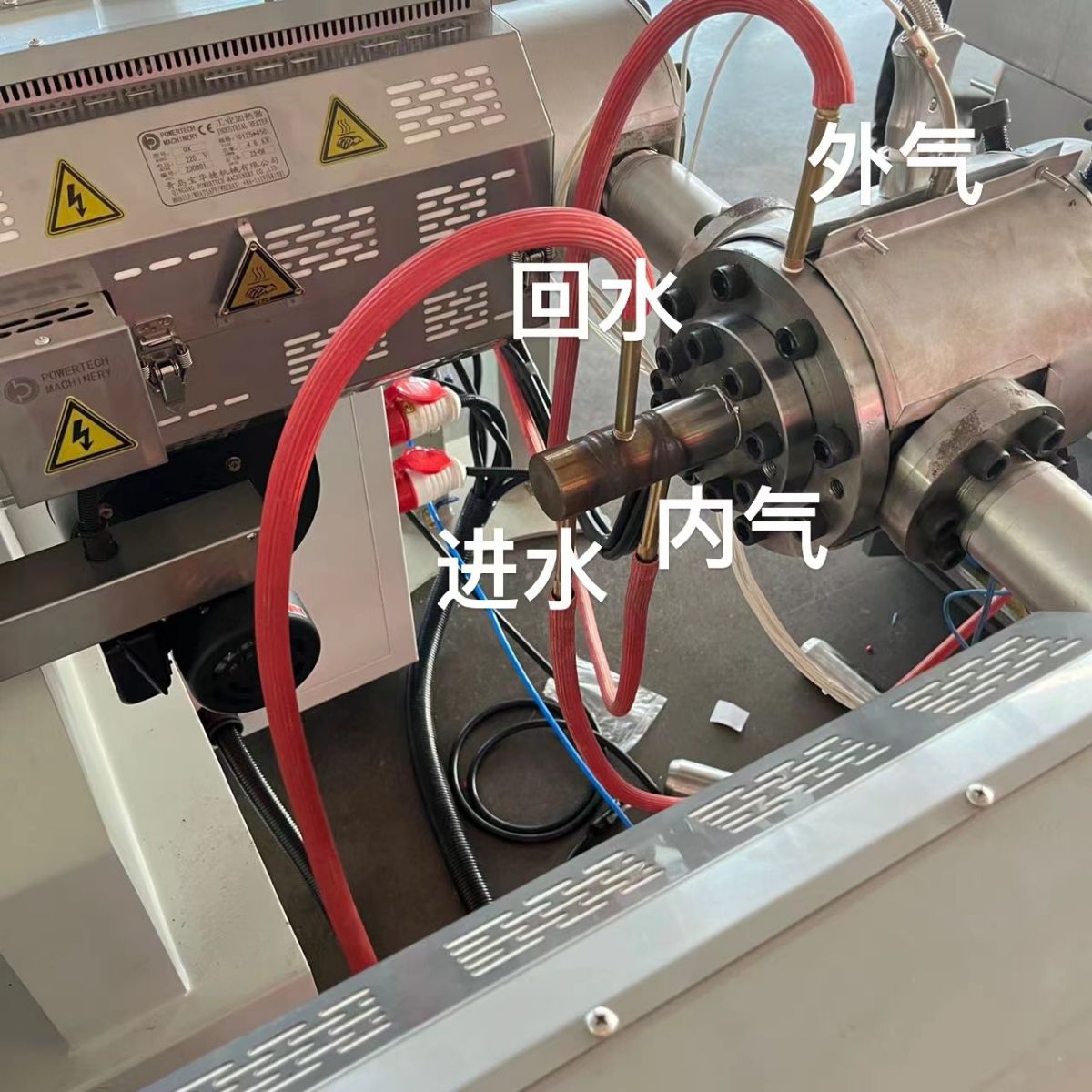
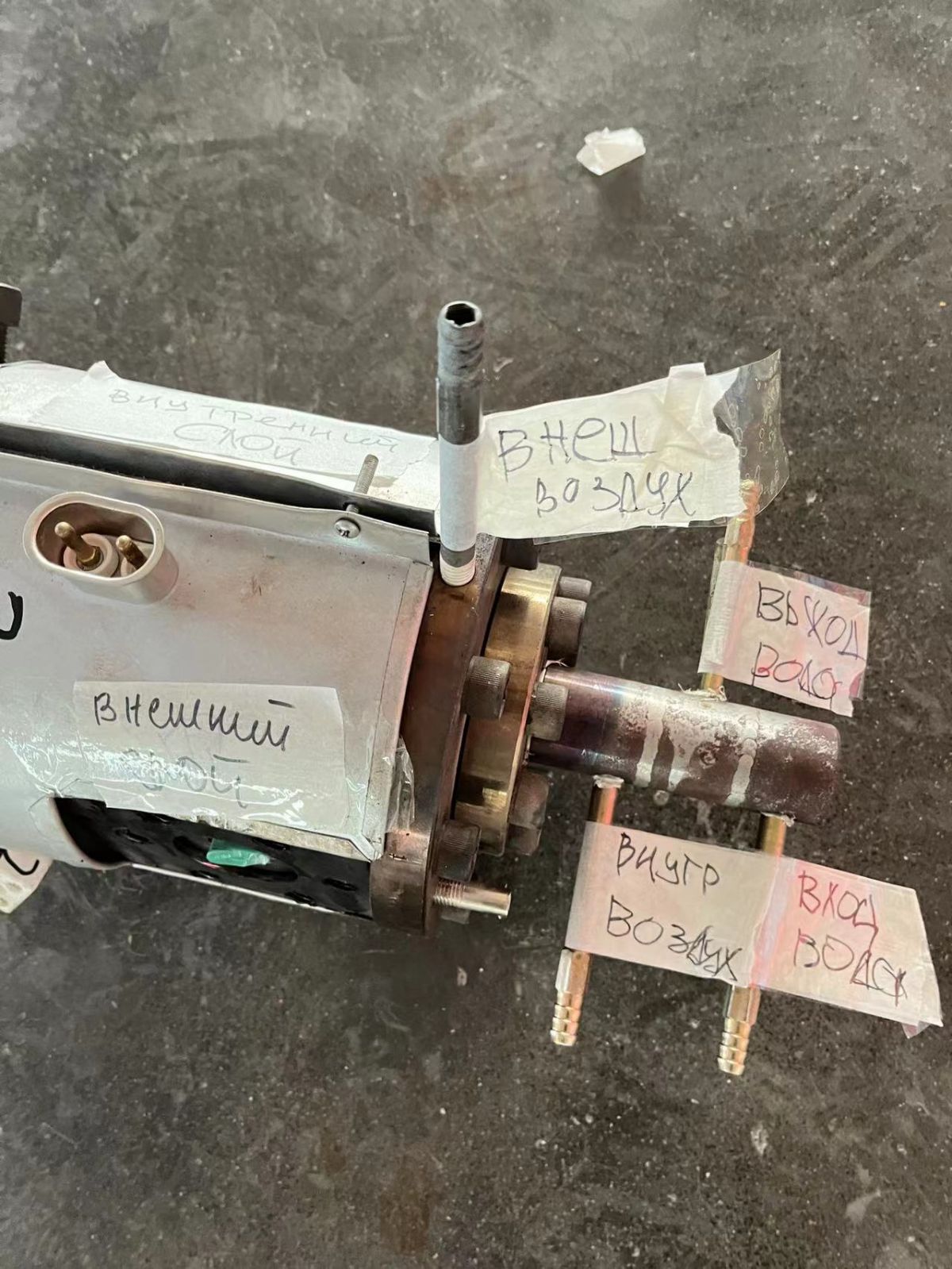
Iš kairės į dešinę ant formos šerdies strypo ties pelėsių žiotimis yra išorinis oras, išorinė sienelė, vidinis oras ir vidinė sienelė.
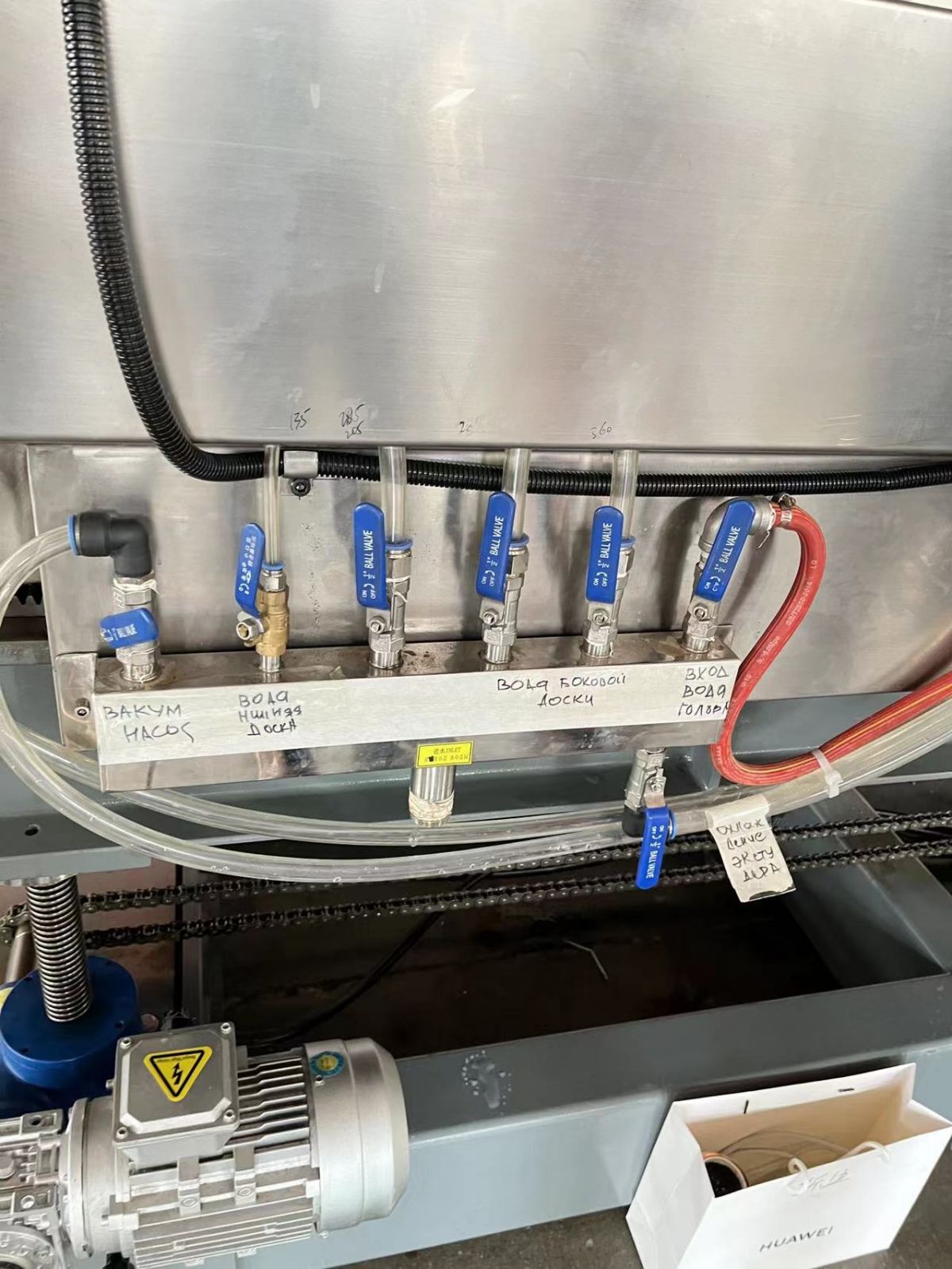
Atidarykite įvairius liejimo mašinos vandens kanalus
Liejimo mašinos vakuumo matuoklis yra apie 0,08.Iš karto dešinėje yra vakuuminio matuoklio slėgio mažinimo vožtuvas.

Jei sulaužytas žalias vandens apvalkalo sandarinimo žiedas, jis nutekės.Tikrinkite ir dažnai keiskite.
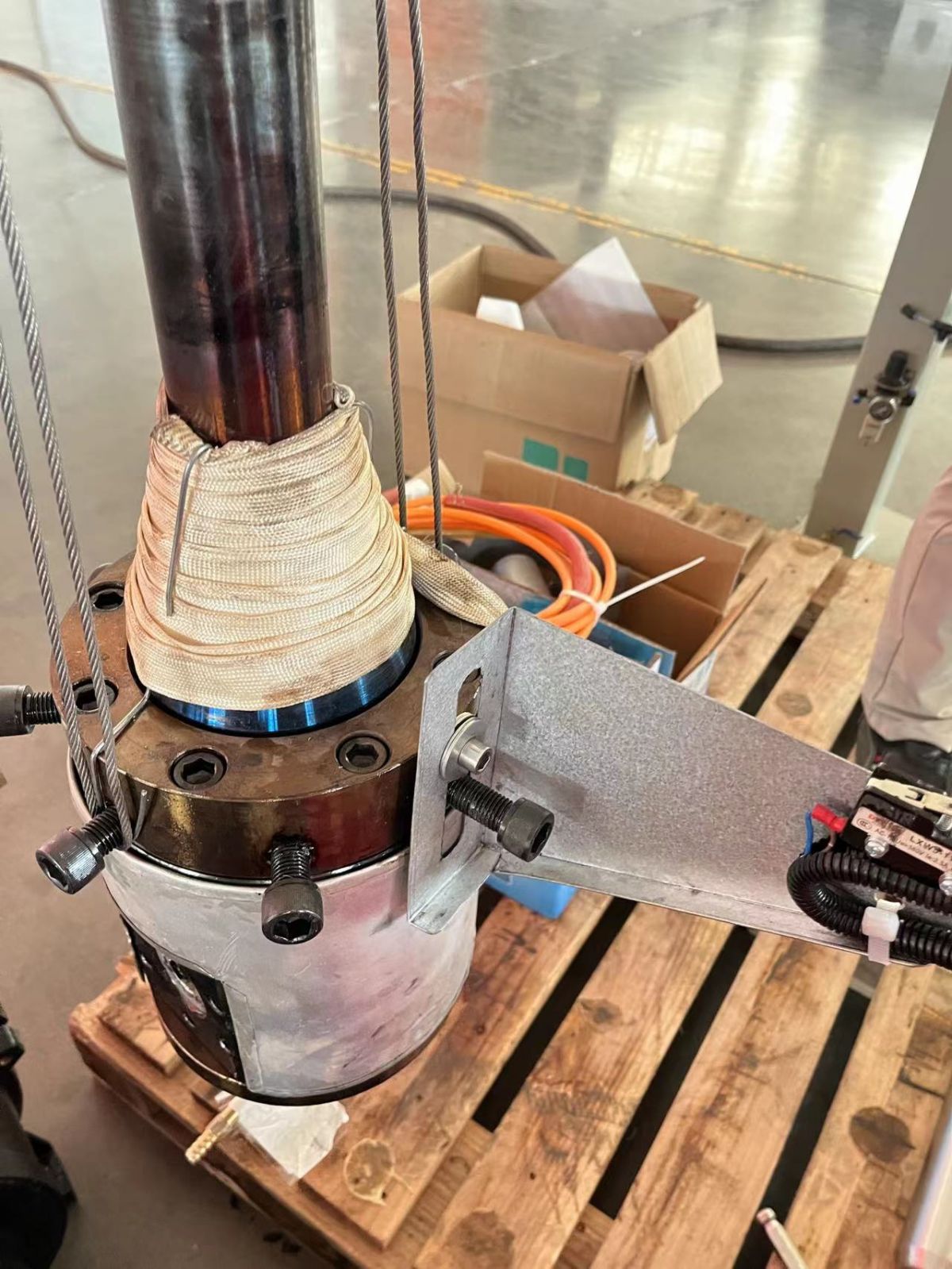
Sukdami vandens apvalkalą, laiku atidarykite vandens apvalkalo vožtuvą, esantį dešinėje formavimo mašinos pusėje, atviromis kryptimis aukštyn ir žemyn, kad vandens apvalkalo O žiedo nesudegintų karštis iš mašinos galvutės. .
Montuodami vandens striukę priveržkite ją ir šiek tiek pasukite atgal.Tikslas yra leisti vandens striukui natūraliai išsilyginti aukštyn, žemyn, į kairę ir į dešinę.Kai liejimo mašina artėja prie vandens apvalkalo, laikykite vandens apvalkalą aukštyn.
Ant išorinės sienelės esantis štampas turi būti suderintas su presavimo cilindro padėtimi 345 mm atstumu (kaip parodyta paveikslėlyje)

Gamindami vandens baką, turite turėti filtrą ir naudoti gryną vandenį.Vanduo su nuosėdomis užblokuos vandens apvalkalą ir vandens siurblį.


Išjungimo žingsniai:
Pirmiausia sustabdykite pagrindinę mašiną, išorinės sienos ir vidinės sienos pagrindines mašinas, palaukite, kol medžiaga išeis, tada sustabdykite liejimo mašiną ir nedelsdami nuimkite vandens apvalkalą.Vandens striukė yra šalta ir gali būti pasukama tiesiai ranka, o tada uždarykite pagrindinę elektros spintelės rankenėlę (horizontaliai horizontaliai).Maitinimas išjungtas kairėn ir dešinėn, o maitinimas įjungtas aukštyn ir žemyn).Prieš paleidžiant mašiną kitą kartą, būtinai pirmiausia pašildykite mašinos galvutės štampo įtvarą, kitaip medžiaga viduje sukietės.Jei jis nebus šildomas, jis lengvai sprogs.
Vakuuminį siurblį galima naudoti aušintuvui, bet vandens siurblio nereikia.Jis tiesiog rezervuotas.
Klientams rekomenduojama atlikti bendrą įžeminimą ir nutiesti 6 metrų varinį laidą, kad būtų galima sujungti visas mašinas ir jas įžeminti vienu metu.Formavimo staklės ir vyniojimo mašinos yra 380 V.Bendra instaliuota galia – 65 kilovatai, o tikroji produkcija – 25 kilovatai (25 kilovatvalandės).
Keičiant formą, kėlimo mygtukas, 70KG slėgio plokštė

Paskelbimo laikas: 2023-10-16